Cięcie blachy jest początkowym etapem procesu produkcyjnego. Czynność ta może być wykonywana za pomocą maszyn do cięcia laserowego lub plazmowego, co pozwala na czysty i precyzyjny rezultat. Ponadto maszyny są również w stanie wykonywać w razie konieczności znakowanie odlewu lub tłoczenia dowolnego tekstu/liczb, przydatnych dla klienta.


Spawanie
W przypadku wytwarzanie wysokiej jakości produktów ze stali nierdzewnej, spawanie jest krytycznym etapem procesu produkcyjnego. Aby zapewnić maksymalną wydajność i bezpieczeństwo, stosujemy różne techniki spawania, w tym plazmowe, łukiem krytym, TIG lub MIG. Ponadto jakość procesu spawania gwarantowana jest przez ważne procedury i zaktualizowane kwalifikacje operatora i procesu, takie jak WPS/PQR/WPQ zgodnie z ASME IX i EN dla metod automatycznych/ręcznych PAW (plazma), SAW (łuk kryty), GTAW (TIG), GMAW (drut).
Tłoczenie
Tłoczenie za pomocą prasy hydraulicznej jest techniką obróbki wymagającą precyzji i doświadczenia ze strony operatora. Prasa wyposażona jest w specjalną formę, która umożliwia uzyskanie wymaganego promienia krzywizny. Podczas procesu prasa wykonuje kilka cykli tłoczenia, które stopniowo odkształcają krążek, aż do uzyskania pożądanego kształtu kulistego. Operator, korzystając z odpowiednich szablonów, stale weryfikuje poprawność wykonania wymaganego promienia wypukłości. Pod koniec procesu przeprowadzana jest kontrola ostateczna, aby zagwarantować zgodność produktu z wymaganiami.


Formowanie
W tego rodzaju procesie produkcyjnym odkształcenie generowane jest przez silny nacisk, rozkładający się jednocześnie na całej powierzchni krążka. Krążek wyjściowy, po zablokowaniu pomiędzy matrycą a dociskiem blachy, przekształcany jest w żądany kształt w wyniku działania dużych kubatur powietrza lub wody, dostarczanych ze zbiornika głównego na krążek. Blacha odkształcana jest do osiągnięcia głębokości ustawionej przez operatora, który pod koniec procesu weryfikuje zgodność z wymaganym promieniem za pomocą specjalnych szablonów. Technologie te pozwalają wytwarzać produkty nawet o złożonych kształtach, gwarantując wysoki poziom precyzji i jakości.
Wyoblanie i fazowanie
Wyoblanie nadaje ostateczny profil dennicy, wychodząc od kulistej czaszy. Dzięki zastosowaniu wymiennych rolek kształtujących, możemy spełnić wymagania naszych klientów dotyczące żądanego promienia „r”. Natomiast ukosowanie przygotowuje krawędź dennicy zgodnie z rysunkiem lub opisem dostarczonym przez klienta, przy użyciu maszyny do cięcia plazmowego. Po obróbce przeprowadzana jest zarówno kontrola wizualna, jak i weryfikacja wysokości i obwodu dennicy.


Radiografie i badania
W fazie obróbki, zasadniczym celem jest zapewnienie jakości produktu końcowego. Oprócz kontroli przeprowadzanych na poszczególnych etapach, w przypadkach, gdy po formowaniu wymagana jest minimalna grubość gwarantowana, spadek grubości jest monitorowany za pomocą cyfrowego miernika grubości ultradźwiękowego. Ponadto na życzenie klienta, przeprowadzamy kontrolę spoin i badania nieniszczące za pomocą cieczy penetrujących lub badań radiograficznych, wykonywanych w naszym zakładzie i certyfikowanych przez wykwalifikowany personel II poziomu EN/SNT. Dzięki współpracy z akredytowanymi laboratoriami ACCREDIA, możemy przeprowadzać na życzenie badania laboratoryjne i mechaniczne. Bezpieczeństwo i jakość produktu końcowego są naszym najwyższym priorytetem.
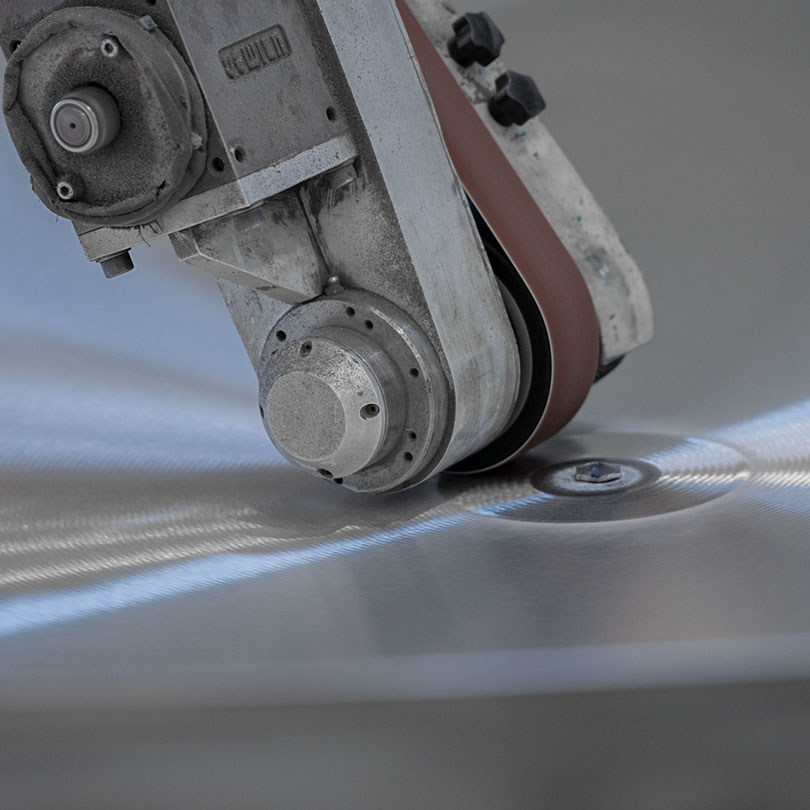
Wykańczanie powierzchni
Dla najbardziej wymagających klientów oferujemy obróbki wykończeniowe powierzchni, z możliwością wyboru wykończenia satynowego, polerowania lub mazerowanego wewnątrz, na zewnątrz lub po obu stronach. Po zakończeniu obróbki przeprowadzana jest kontrola za pomocą skalibrowanych (cyfrowych) mierników chropowatości, które automatycznie generują raport, gwarantując w ten sposób maksymalną precyzję i zadowolenie klienta.

Wiercenie
Wiercenie według rysunku to wysoce zindywidualizowany proces, który pozwala na uzyskanie w gotowej części otworów o różnych kształtach i rozmiarach. Dzięki technologii laserowej możemy wykonać z milimetrową precyzją wiercenie 3D również na zakrzywionej powierzchni dennicy. Gwarantuje to doskonałe dopasowanie produktu gotowego do zastosowania, do którego jest przeznaczony. Ponadto, dzięki zastosowaniu specjalnych form, możemy wykonywać otwory z wyobleniem, z usuwaniem naddatku na różnych rodzajach dennic.
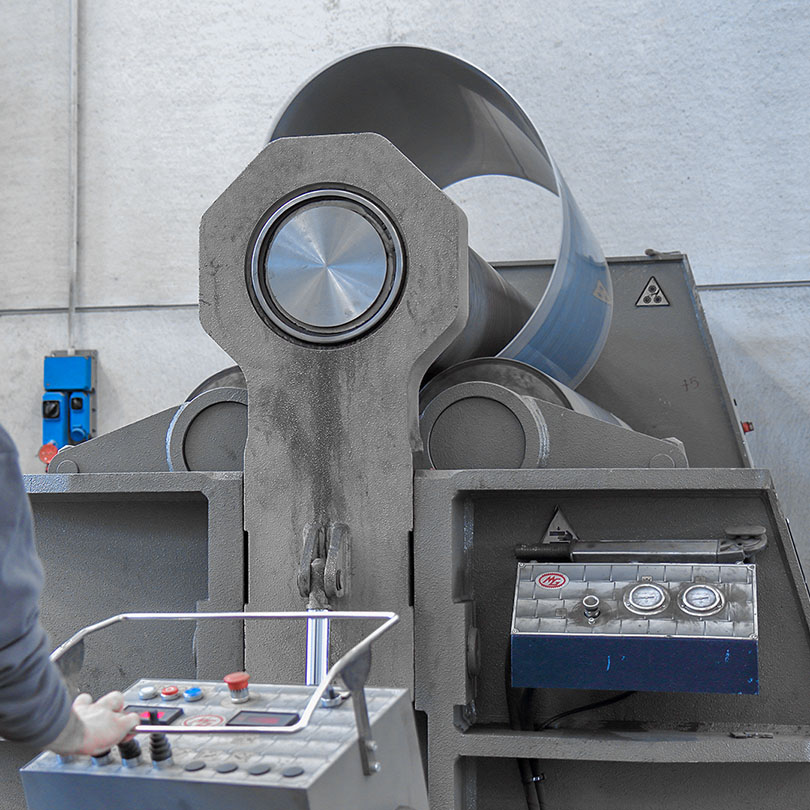
Kalandrowanie
Kalandrowanie jest obróbką, która umożliwia uzyskanie z arkuszy blachy dennic stożkowych, redukcji stożkowych i wywijek. Technika ta polega na formowaniu siłowym przy użyciu walców, podczas którego blacha krąży w obiegu między trzema lub czterema cylindrycznymi walcami o osiach równoległych, aż do złączenia jej końców, co pozwala uzyskać oczekiwany produkt. Precyzja i jakość wykonania gwarantowana jest poprzez zastosowanie specjalnej maszyny do kalandrowania.

Znakowanie
Znakowanie naszych produktów ze stali nierdzewnej może być wykonywane przy użyciu różnych technologii. Znakowanie laserowe gwarantuje precyzję i szybkość, bez uszczerbku dla jakości stali nierdzewnej ze względu na małą ilość wydzielanego ciepła. Z kolei znakowanie low stress wykorzystuje technologię, która minimalizuje naprężenia szczątkowe na powierzchni stali nierdzewnej, chroniąc ją przed ewentualnymi problemami z korozją. Znakowanie chemiczne wykorzystuje natomiast kwas do wytrawiania powierzchni z uzyskaniem trwałego obrazu. Każda technologia znakowania wybierana jest zgodnie z wymaganiami klienta i specyfikacją produktu.
Certyfikaty Międzynarodowe
Oprócz certyfikatu systemu jakości wydanego przez TUV Włochy, posiadamy szereg certyfikatów dotyczących zgodności technicznej produktów.
W szczególności jesteśmy upoważnieni do dostarczania dennic tłoczonych do zbiorników ciśnieniowych, zgodnie z przepisami PED 2014/68/UE, ASME VIII Div.1, AD2000-MERKBLATT W 0, UKCA, TDT, a w konsekwencji do wydawania certyfikatów dotyczących budowy urządzeń ciśnieniowych.